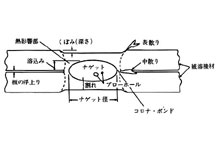
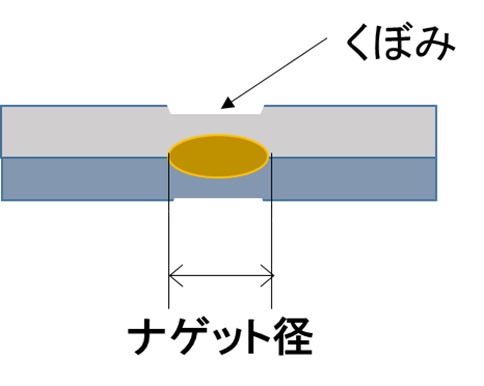
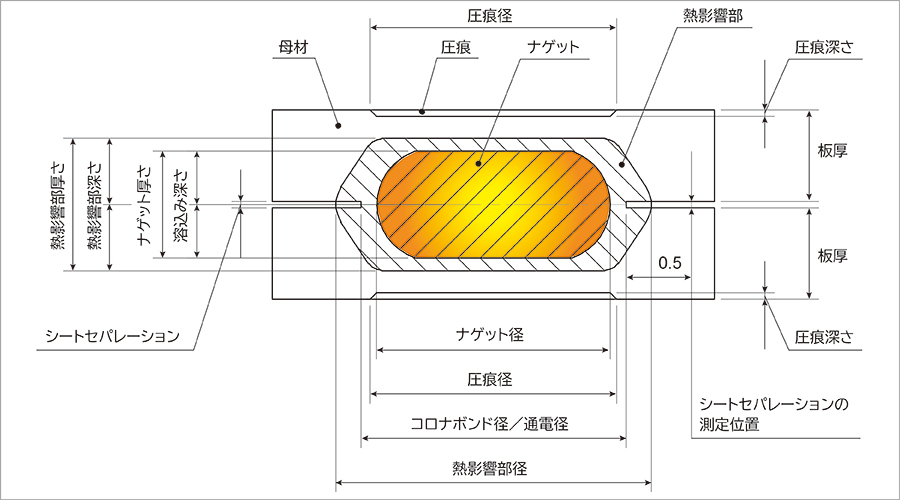
スポット 溶接 ナゲット 径

コラム スポット溶接の基礎知識 株式会社ヤシマ

Q 08 03 14 溶接のテキスト メーカカタログ 研究報告などの評価値 設定値等の呼称 単位の正式な表記は

Q 09 06 05 薄板ステンレス鋼スポット溶接構造物における溶接品質管理はどのようにしていますか
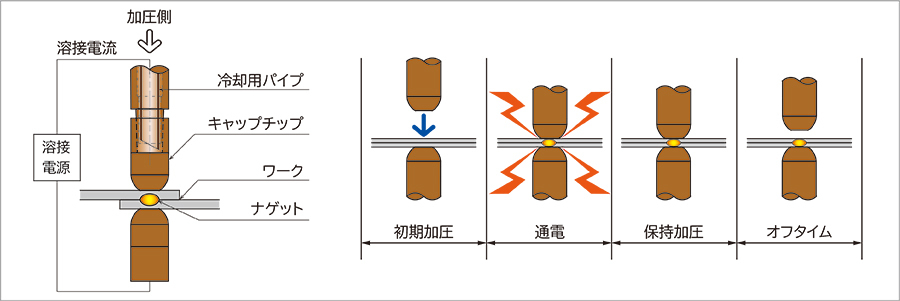
抵抗溶接 スポット溶接について 溶接電極はエスエムケイ
電気抵抗溶接機とは 電気抵抗溶接機 製品紹介 株式会社中央製作所

ナゲット径の意味 用法を知る Astamuse
抵抗溶接 スポット溶接について 溶接電極はエスエムケイ

スポット溶接 重ね抵抗溶接 品質を安定させる基本 工場営業力

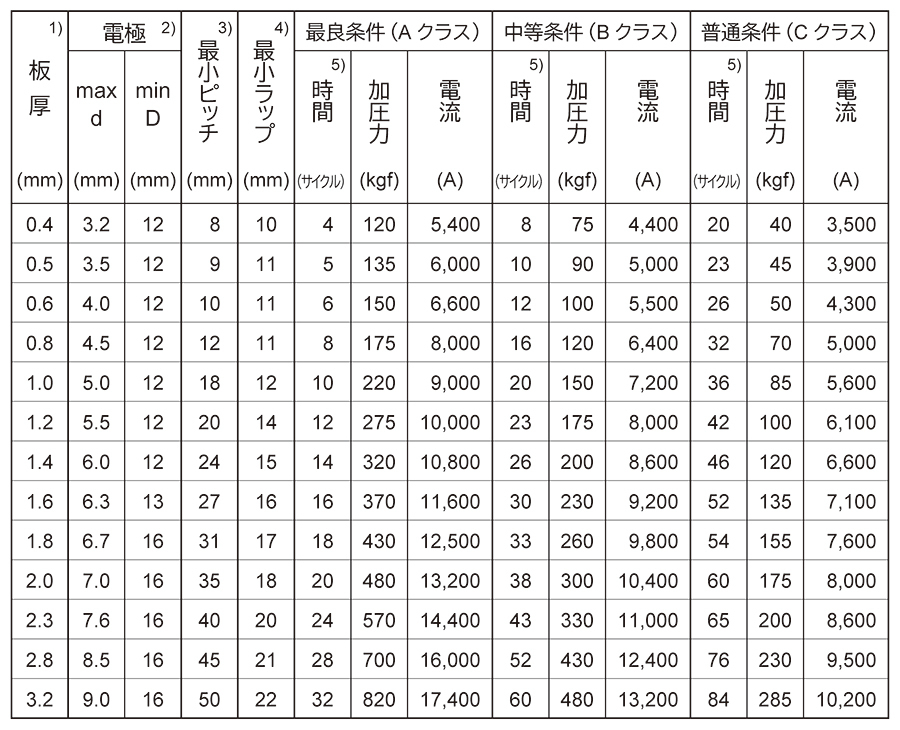
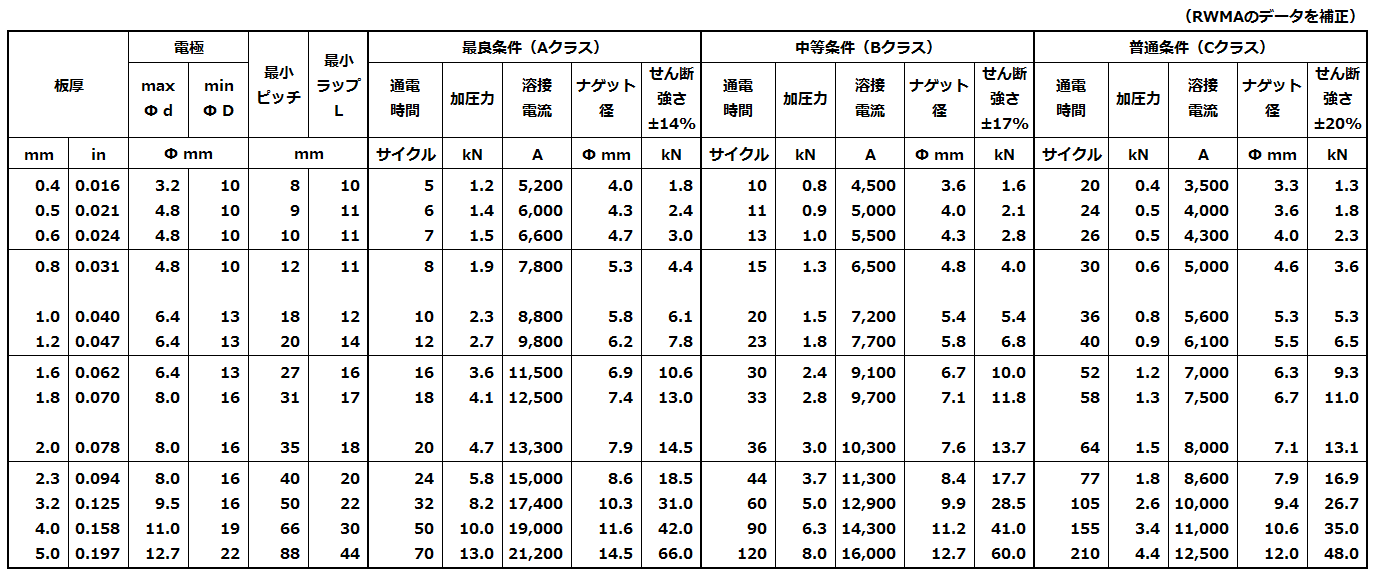
コラム 条件設定が溶接強度を決定 株式会社ヤシマ
21世紀の 人にやさしい安全な車 のボディに 新衝突安全基準ボディ のスポット溶接について 大電流スポットと加圧の溶着図 溶接機の能力比較 溶接電流のパワー不足とクランプ加圧力が弱い場合でのヒット先が細いときから太くなった
抵抗溶接の基礎とポイント 1 新光機器株式会社

2017 060995号 抵抗スポット溶接継手 抵抗スポット溶接方法および抵抗スポット溶接継手の製造方法 Astamuse
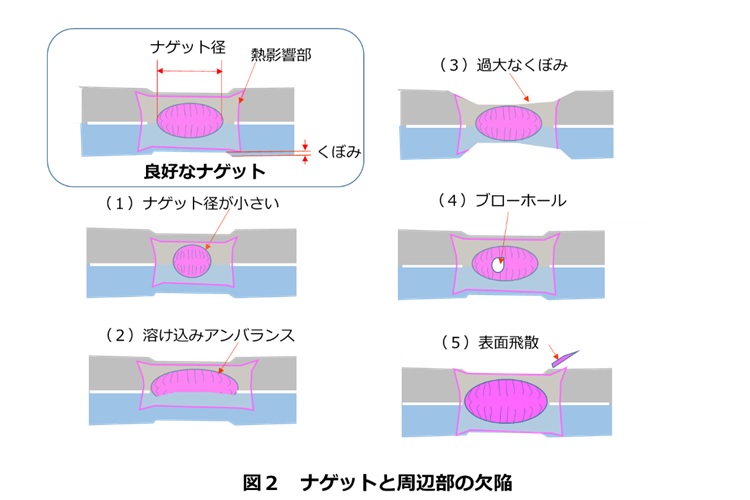
生産技術のツボ スポット溶接の欠陥 不具合の定番は パターン別に原因と対策を解説 アイアール技術者教育研究所 製造業エンジニア 研究開発者のための研修 教育ソリューション

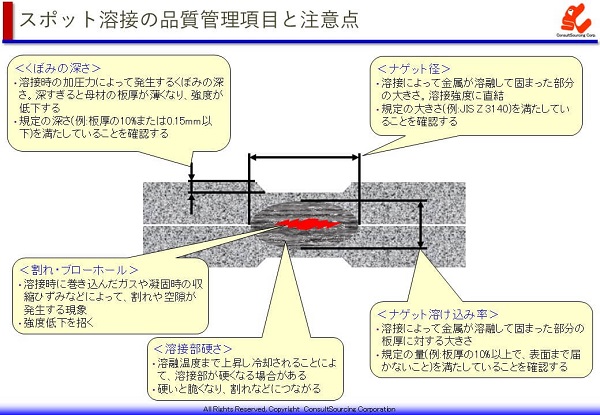
Q 09 06 05 薄板ステンレス鋼スポット溶接構造物における溶接品質管理はどのようにしていますか
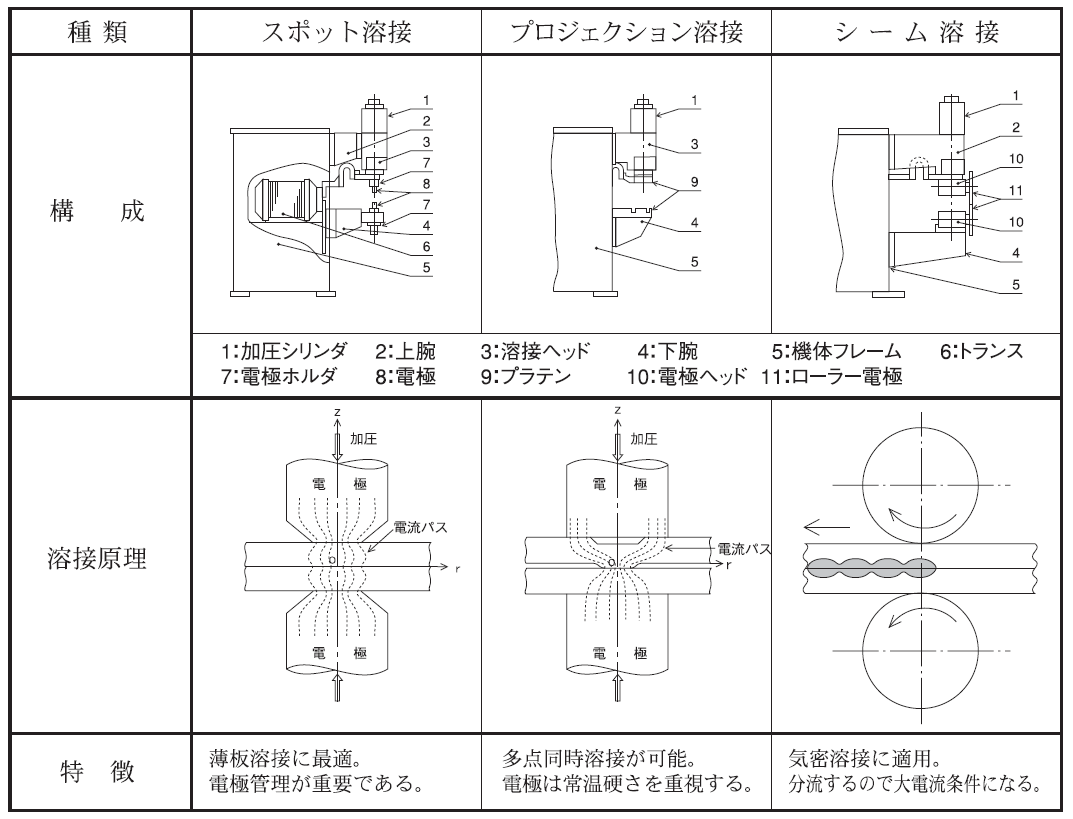
溶接の種類と工程管理における品質項目と管理方法

2005 345307号 スポット溶接部の断面形状測定方法 Astamuse
生産技術のツボ 抵抗溶接の基本を総整理 ナゲットって何 重要ポイント厳選解説 アイアール技術者教育研究所 製造業エンジニア 研究開発者のための研修 教育ソリューション
溶接用語 抵抗溶接 溶接電極はエスエムケイ

We Comマガジン We Com 溶接技術者交流会
抵抗溶接の基礎とポイント 2 新光機器株式会社
Source : pinterest.com